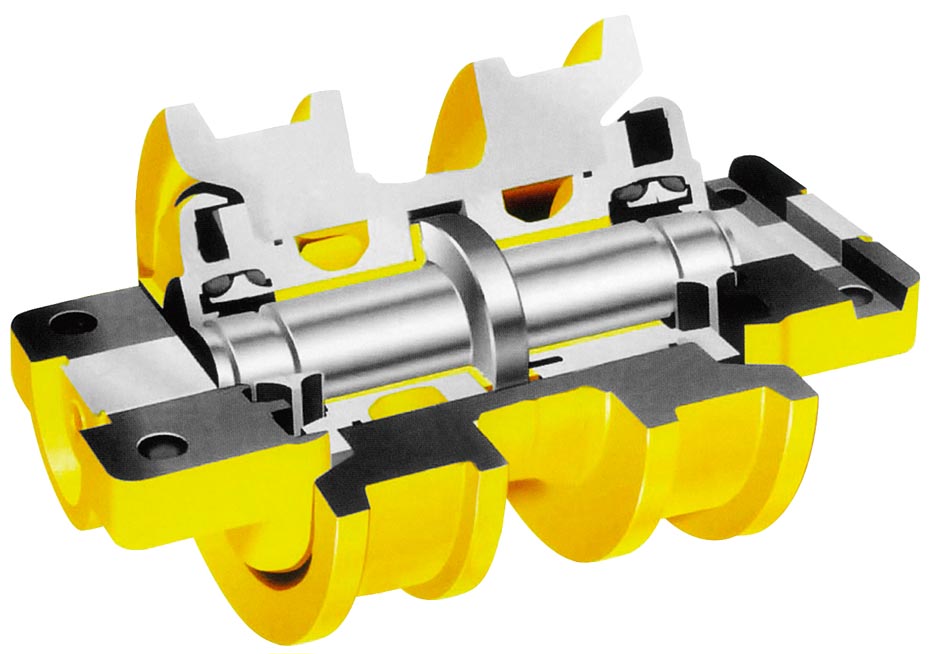
Структура доњег ваљка је углавном подељена на тело точка, потпорну осовину точка, рукав осовине, плутајућу уљну заптивку и крајњи поклопац.
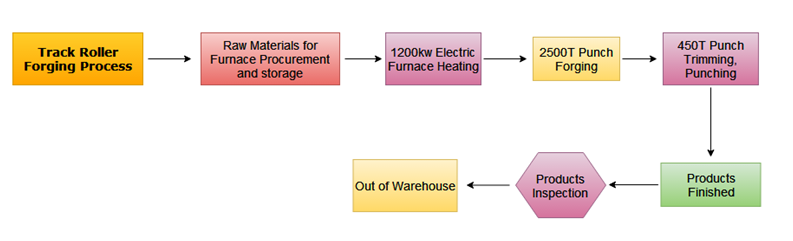
Да би се направио квалитетан ваљак за стазу углавном зависи од перформанси његовог челика.Материјал тела ваљка је углавном 50Мн, 40Мн2, (МН: синоним за елемент мангана).Процес производње је подељен на ливење или ковање, машинску обраду, а затим термичку обраду.Након што је површина точка угашена, тврдоћа достиже ХРЦ55~58 како би се повећала отпорност на хабање површине точка.
Захтеви за прецизност обраде потпорних ваљака су релативно високи.Генерално, ЦНЦ алатне машине су потребне за машинску обраду да би се испунили захтеви.
Има више материјала од 40Мн2, а тврдоћа достиже око ХРЦ52.




На шта треба обратити пажњу током рада ваљка за финишер?
1. Током рада финишера, пут који се пређе у једном тренутку не би требало да буде предугачак, а брзина не би требало да буде пребрза;потпорни точкови ће генерисати високу температуру током дуготрајне брзе вожње, а уље за подмазивање ће исцурити због разблаживања.Оштећивање потпорних точкова.Када се утврди да је ваљак оштећен, треба га на време заменити, иначе ће се суседни ваљци такође убрзати хабати услед превелике силе.Приликом замене потпорних ваљака треба узети у обзир стање истрошености.Ако је степен истрошености мали, може се заменити сам, у супротном све треба заменити, како се не би убрзало хабање новог заменског ваљка.
2. Пошто је кошуљица на финишеру претешка, тежиште целе машине је одступљено, па задњи ваљци финишера носе највећу силу током процеса рада, који се лако оштети, а финишер може бити оштећен ако је оштећен.Приликом ходања, кошуљица ће ићи горе-доле, што ће проузроковати таласастост коловоза, што директно утиче на глаткоћу пута.
Проблеми склони ваљцима за поплочавање:
1. Ношење тела ваљка.Разлог за ову ситуацију је што је челик који се користи није квалификован или је тврдоћа материјала током термичке обраде ниска, а отпорност на хабање недостаје.
2. Цурење уља.Осовина точка лежаја се стално окреће кроз чахуру вратила, а тело точка треба да се подмазује да би било глатко, али ако заптивни прстен није добар, лако је изазвати цурење уља, тако да вратило и чаура вратила лако се носе када нису глатке.Формирани производ се не може престати користити.
Постоји неколико разлога за изливање нафте?
1. Неквалификована плутајућа уљна заптивка
2. Заобљеност рукава производа није довољна
3. Недовољан сјај упоришта
4. Уље за мењач није на нивоу стандарда
5. Проблем толеранције димензија обраде итд. ће узроковати цурење уља у ваљцима
ЈИЊИА МАЦХИНЕРИ је водећи посао великих размера у инжењеринг машинама са широким спектром делова доњег строја на доњим ваљцима, горњим ваљцима, зупчаницима, ланцима и ланцима гусеница и папучама и добром репутацијом од 1990. године.
Време поста: 23.10.2021



