Носите закон ципела
Током нормалног рада, клин шине се полако окреће уназад у отвору игле, два се равномерно троше, отвор за иглу постепено постаје већи, а затик постепено постаје тањи.Ако је операција неисправна, као што је скретање великом брзином, нагли почетак или улазак у блатњаву воду, коров итд. да би блокирали игле, то ће довести до преоптерећења и савијања леве и десне стране папуча стазе, а игле ће бити деформисане и савијене.Ротација, затик и отвор за иглу постају клизно трење, а део трења је ограничен на мали део контактне површине, игла се постепено меље у облик радилице, а отвор за иглу такође постаје елипса.

Повећање отвора за иглице такође узрокује да се нагиб шине продужава (нагиб је средишњи растојање рупа на оба краја папуче гусенице), тако да се папуча гусенице и погонски точак међусобно брусе, папуча гусенице се истроши , а зупци погонског точка су у облику сечива.Према мерењу, када се корак промени са 174 мм на 184 мм, ширина отвора зубаца погонског зупчаника се мења са 87 мм на 97 мм, а нормална котрљајућа мрежа је у овом тренутку потпуно уништена.
Пошто је корак папуче стазе издужен, то такође узрокује поскакање ваљака током ходања, што убрзава хабање писте папуче.Када је слијегање писте веће од 4 мм, треба је поправити.
Хабање водећег дела папуче гусенице је углавном узроковано одступањем колосека, озбиљном деформацијом папуче гусенице и прекомерним аксијалним тресањем ваљка и водећег точка.
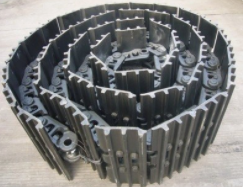
Уобичајене старе ципеле су јако истрошене или истрошене кроз део који се спаја са погонским точком.
Поправка патике за стазу
Хабање папуче за стазу углавном има два дела: површину тркачке стазе и рупу за клин.Веома је једноставан за поправку.Након што је стаза истрошена, жлеб се савија, а када дубина не пређе 2~3 мм, може се директно обрађивати и поправити.Када је хабање дубоко, челичне шипке различитих величина могу се напунити у жлебове према специфичним условима, а затим заварити са свих страна.Рупу за иглицу треба вратити на оригиналну величину и средишњи положај оригиналне рупе након брушења.У ту сврху исеците истрошену рупу за иглу, уметните иглу стандардне величине, затим је загрејте на око 800 ℃, а затим заролајте ивицу уха.Додајте полукружну гвоздену плочу на спољашњу страну реза и заварите је чврсто електричним заваривањем.Тако поправљене ципеле могу да трају више од 100 смена.

Замена челика за ципеле за стазе
Папуче гусеничарских возила су углавном направљене од челика са високим садржајем мангана са историјом од скоро сто година употребе.То је зато што челик са високим садржајем мангана има истакнуту карактеристику, то јест, подвргава се очвршћавању под дејством ударног оптерећења, чинећи га површинским слојем који је и тврд и отпоран на хабање, док и даље задржава жилавост и пластичност своје унутрашње површине. слој.Међутим, као папуча за стазу користи се челик са високим садржајем мангана, који се често рано оштећује због пукотина, обрнутих зубаца и угиба током употребе и има низак век трајања.Да би се овај недостатак превазишао, развијен је нисколегирани челик високе чврстоће 30СиМнМоВ(Ти), који се заснива на домаћим ресурсима и који се лако производи.Успешно се користи за замену челика са високим садржајем мангана за производњу ципела.
методе обраде
Технологија обраде гусеничарске папуче профила је генерално: употреба сечења профила, бушења (пробијање), термичке обраде, равнања, фарбања и других процеса;колосека булдожера је једноструко ојачана, а општа боја боје је жута;Троребра је, а боја је црна.Материјал купљен за профил је углавном 25МнБ, а коначна тврдоћа материјала топлотном обрадом је ХБ364~444.
Време поста: 26.08.2022



