Mаин схафт :Mматеријал је висококвалитетни угљенични конструкциони челик од 50Мн, са садржајем Ц у распону од 0,48 до 0,56%, садржајем Си у распону од 0,17 до 0,37%, садржајем Мн у распону од 0,7 до 1,0%, садржајем С у распону од мање од 0,035%, садржајем П у распону од мање од 0,035%, и садржаја Цр у распону од мање од 0,25 до 0,30%, садржаја Ни у распону од мање од 0,30%, и садржаја Цу у распону од мање од 0,25%. Међу њима, Мн је важан елемент у легираном челику, који може побољшати дуктилност и пластичност материјала, осигурати довољну жилавост и отпорност на хабање.Након топлотне обраде, 50Мн челик има високу чврстоћу и тврдоћу, одличну пенетрацију, слој дубоког очвршћавања и фину перлитну текстуру и добре механичке перформансе.
Стандарди дизајна за главну осовину захтевају дубину од 2 до 7 мм слоја очвршћавања и тврдоћу каљења од 50 до 62 ХРЦ.
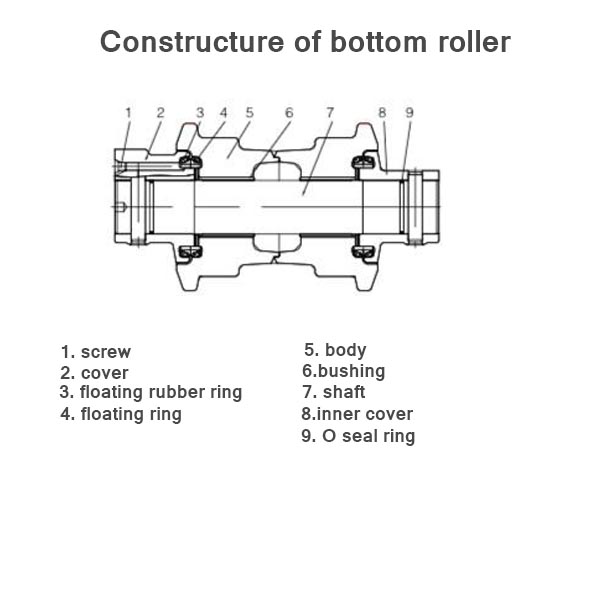
Тело :Да би се побољшала отпорност на хабањеtрацк роллер's тело, материјал је легирани конструкциони челик од 40Мн2, са садржајем Ц у распону од 0,37 до 0,44%, садржајем Си у распону од 0,17 до 0,37%, садржајем Мн у распону од 1,4 до 1,8%, садржајем П који се креће од мање од 0,030% и садржајем С у распону са мање од 0,030%.
Тхе доњи ваљактело је обликовано поступком ковања. После обликовања, грубо тело точка се каљује да би се постигла тврдоћа од 26-32ХРЦ да би се одржала висока чврстоћа, пластичност, жилавост и укупне механичке перформансе унутар тела точка.Површина тела точка је подвргнута каљењу како би се повећала тврдоћа и отпорност на хабање површине шине потпорног точка. Тврдоћа гашења је 50-58ХРЦ, са дубином од 6-12мм.Ово резултира основном сличношћу између тврдоће површине шине и тврдоће споја карике ланца (48-58ХРЦ).
Печат:Величина и храпавост површинеО-прстентреба да буде у складу са захтевима дизајна. Површина за спајање треба да буде заокружена и да се очисти од неравнина и оштрих ивица.
Плутајућа заптивна гума и О-прстентреба изабрати од висококвалитетне бутил гуме. Унутрашњи пречник, величина навоја, еластичност, тврдоћа (Схоре) и завршна обрада треба да буду у складу са стандардима.Пре монтаже, све горе наведене ставке треба прегледати и квалификовати у складу са горе наведеним стандардима пре уградње.
Гап :Зазор између главне осе осовине и лежаја главчине наВаљактело треба да буде 0,2-0,4 мм. Приликом ротације не би требало да буде блокирањапроблеми добре перформансе заптивања, без цурења уља.
Подмазивање :Уље лежаја утрацк роллеr треба убризгати помоћу уљне пумпе. Када је потребно, вискозитет уља за подмазивање може се на одговарајући начин повећати.Пре убризгавања уља за лежајеве, застарело мазиво треба испразнити.Затим, ново мазиво треба додати у отвор за чеп за уље док уље не исцури.Приликом убризгавања уља за подмазивање, завртањ поклопца главчине треба уклонити, а крај за подмазивање уређаја за подмазивање треба притиснути на раме у уљном каналу. Момент затезања чепа за уље треба контролисати између 157-255 Нм.
Време поста: 05.04.2023



